













Į±╠ņ¢|Ų┬ąĪŠÄ×ķ┤¾╝ęĦüĒ┴╦ę╗Ę▌═Ļš¹Ą─▓ļŖśOįö╝ÜĄ─╚ļķTĘĮĘ©Ż¼ę▓Š═╩Ūįö╝ÜĄ─ug▓ļŖśOęĢŅlĮ╠│╠Ż¼ĘŪ│ŻĄ─Ė▀ŪÕĪóīŹė├Ż¼ī”ė┌Žļę¬īW┴Ģ║├ugĄ─┼¾ėčéāüĒšfŻ¼ĘŪ│ŻĄ─ėąÄ═ų·ŻĪ
▓ļŖśOįö╝ÜĄ─╚ļķTĘĮĘ©Ż¼╚½├µŽĄĮyĄžųvĮŌļŖśOŃ~╣½Ą─Ė„ĘN▓Ę©,░³└©╣Ū╬╗ļŖśO,ļŖśO╝ėÅŖ,ļŖśO▒╠┐š,┴ó¾wļŖśOĄ╚ĪŻ
ug▓ļŖśOūóęŌ╩┬ĒŚ
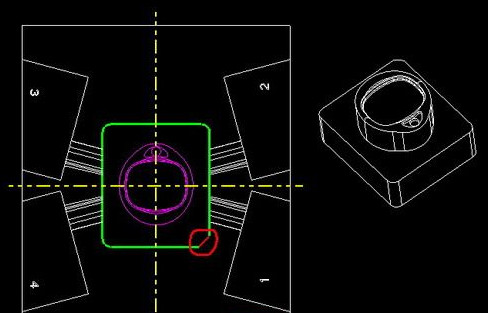
╬ęéāį┌▓ļŖśOŪ░╩ūŽ╚ę¬ĮŌ╣½╦Šė├┴ŽŪķør,▒M┴┐ū÷ĄĮ╬’▒MŲõ▓─,▀M┐┌Ń~▌^ę╗░Ńś╦£╩å╬▀ģ£p1mmų┴1.5mmęčūŃē“,ć°«aÕæ┤“Ń~ū÷Ą├▌^▓╗ś╦£╩Į©ūhå╬▀ģ£p2mm▌^═ū, ▀ĆėąūŅųžę¬Ą─▌^▒Ē╬╗,╚ń╣½╦ŠŚl╝■▌^║├Ą─įÆXY▌S▌^▒Ē╬╗ŅAįOå╬▀ģ8mmū¾ėę,ūŅ╔┘▓╗─▄Ą═ė┌5mm,ĘĮ▒Ń▌^▒Ē═©▀^

ļŖśOĄ─╗∙ū∙ŽÓ«öųžę¬,║▄ČÓ▓ĮM║ŽļŖśOĄ─═¼┼█æ¬įōė÷ĄĮ└¹ė├ŠĆŪąĖŅŪÕ│²ĄČŠ▀▓╗─▄╝ė╣żĄ─ĄžĘĮ(Ž┬ėę╔ŽłDī┘Ąõą═ĒÜė├ŠĆŪąĖŅŪÕĮŪĄ─ļŖśO),▀@ĢrĒÜę¬ė├╗∙ū∙▀MąąĘųųą┼÷öĄ,▀Ćėą└¹ė├ŠĆĖŅŃ~Įz(┬²ū▀ĮzEDW)║═╗∙ū∙š{╣ØļŖśOĄ─┤╣ų▒Č╚,▀@Ģr╗∙ū∙ųžę¬ąįļxŠ══╗¼F│÷üĒ┴╦!ęį╚²ĮŪą╬(╣┤╣╔Č©└Ē)×ķ└²:╚ń╣╔║═ŽęĄ─ŖAĮŪ(tan)įOę╗ąĪąĪĮŪČ╚,īóŽęįĮ└ŁķL,╣┤Ą─ķLČ╚ęÓĖ·ļSūā╗»┤¾╝ę┐╔ęįļS▒Ńö[éĆ╣ż╝■į┌ÖC┤▓ū÷éĆįć“×,ė├▌^▒ĒęŲäė2mm┐╔┐┤ĄĮ▒ĒßśęŲäė║▄╔┘,ęŲĄĮ50mmĢr▒Ēßśūā╗»║▄┤¾,ūC├„ĮŪČ╚║═ķLČ╚ĻPŽĄųžę¬░╔,Å─▀@ę╗īŹ“×┐╔ęįūC├„ļŖśOĄ─╗∙ū∙ČÓ├┤ųžę¬!╗∙ū∙įĮ║±š{╣ØļŖśOĄ─┤╣ų▒Č╚įĮ£╩,Į©ūhįOų├15mmęį╔Ž,«ö╚╗ėąą®╔Įš»ÅSę¬╩ĪŃ~┴ŽĄ─įÆ╬ę¤oįÆ┐╔šf

EDMø_╦«╬╗Ė▀Č╚Ą─ŅAįOę▓ę¬ūóęŌ,į┌╣ż╝■ūŅĖ▀╠Ä╝ė5mmęį╔Ž▌^═ū,▀@śėĘĮ▒Ń╗╗©ÖC╝ė╣żĢrø_ū▀Üłį³,┤¾╝ę▓╗ꬹĪ┐┤▀@Łh,EDMĘ┼ļŖ╝ė╣żĢrĢ■«a╔·Üłį³,╚ń╣¹▓╗─▄╝░Ģrø_ū▀╠╝Ę█Ą─įÆĢ■,EDMĄ─Č■┤╬Ę┼ļŖĢ■ōpé¹ļŖśO,Ė³ų┬├³Ą─╩ŪĘe╠╝įņ│╔╣ż╝■ōpē─!!!╠žäe╩Ū╝ė╣ż╔Ņ╣Ū╬╗(╝ėÅŖĮŅų«ŅÉ),ė╔ė┌Ęe╠╝įņ│╔┤¾ČŪĄ╣┐█,ūó╦▄ĢrĢ■│÷¼Fš│─Ż¼FŽ¾,▒Š╚╦Š═ėąŪą─wų«═┤(ė╔ė┌┼╝ū÷─Żė╔ĄūīėīW═Įū÷Ų),«ö╚╗Ū░─Żė░ĒæŠ═Ė³▓╗ė├šf┴╦,ŽÓą┼ū÷▀^─ŻŠ▀Ą─═¼┼█æ¬ėą╔Ņ┐╠Ą─¾wĢ■!!!╦∙ęįø_╦«╬╗ę▓▓╗─▄╬ęĢ

▓ļŖśOįö╝ÜĄ─╚ļķTĘĮĘ©ŅAė[


- PC╣┘ĘĮ░µ
- ░▓ū┐╣┘ĘĮ╩ųÖC░µ
- IOS╣┘ĘĮ╩ųÖC░µ
 DJI ┤¾Į«’wąą─ŻöM1.4╣┘ĘĮ░µ
DJI ┤¾Į«’wąą─ŻöM1.4╣┘ĘĮ░µ
 ┬ōŽļę╗µIĮ¹ų╣“īäėĖ³ą┬╣żŠ▀2.26.1 ųą╬─ŠG╔½░µ
┬ōŽļę╗µIĮ¹ų╣“īäėĖ³ą┬╣żŠ▀2.26.1 ųą╬─ŠG╔½░µ
 ĻPķ]ė▓▒P║ąūįäėą▌├▀▄ø╝■ĖĮĮ╠│╠
ĻPķ]ė▓▒P║ąūįäėą▌├▀▄ø╝■ĖĮĮ╠│╠
 ELM327“īäė1.0 ╣┘ĘĮ░µ
ELM327“īäė1.0 ╣┘ĘĮ░µ
 ╬ų╩╦▀_IP Camera CGIæ¬ė├ųĖ─Ž
╬ų╩╦▀_IP Camera CGIæ¬ė├ųĖ─Ž
 PowerPCBļŖ┬ĘįOėŗīŹė├Į╠│╠pdfļŖūė░µ
PowerPCBļŖ┬ĘįOėŗīŹė├Į╠│╠pdfļŖūė░µ
 PowerPCBĖ▀╦┘ļŖūėļŖ┬ĘįOėŗ┼cæ¬ė├pdfĖ▀ŪÕļŖūė░µ
PowerPCBĖ▀╦┘ļŖūėļŖ┬ĘįOėŗ┼cæ¬ė├pdfĖ▀ŪÕļŖūė░µ
 ļŖ┬Ę╝░ļŖ╣ż╝╝ąg╗∙ĄApdfĖ▀ŪÕļŖūė░µ
ļŖ┬Ę╝░ļŖ╣ż╝╝ąg╗∙ĄApdfĖ▀ŪÕļŖūė░µ
 ė▓▒Pē─Ą└ą▐Å═Į╠│╠doc ├Ō┘M░µ
ė▓▒Pē─Ą└ą▐Å═Į╠│╠doc ├Ō┘M░µ
 Revit MEP╚ļķTĮ╠│╠╣┘ĘĮ░µdoc ūŅą┬░µ
Revit MEP╚ļķTĮ╠│╠╣┘ĘĮ░µdoc ūŅą┬░µ
 ą┬ŠÄļŖ─XĮMčb┼cė▓╝■ŠSą▐Å─╚ļķTĄĮŠ½═©pdf Ė▀ŪÕ├Ō┘M░µ
ą┬ŠÄļŖ─XĮMčb┼cė▓╝■ŠSą▐Å─╚ļķTĄĮŠ½═©pdf Ė▀ŪÕ├Ō┘M░µ
 ė▓╝■ŽĄĮy╣ż│╠ĤīÜĄõpdf├Ō┘MļŖūė░µ
ė▓╝■ŽĄĮy╣ż│╠ĤīÜĄõpdf├Ō┘MļŖūė░µ
 xbox one╩ų▒·▀BĮėļŖ─XĮ╠│╠doc═Ļš¹├Ō┘M░µ
xbox one╩ų▒·▀BĮėļŖ─XĮ╠│╠doc═Ļš¹├Ō┘M░µ
 ė▓╝■╣ż│╠Ĥ╚ļķTĮ╠│╠pdfĖ▀ŪÕ├Ō┘MŽ┬▌d
ė▓╝■╣ż│╠Ĥ╚ļķTĮ╠│╠pdfĖ▀ŪÕ├Ō┘MŽ┬▌d
 Hyper-v╠ōöMÖC╚ń║╬įLå¢USBįOéõdoc═Ļš¹░µ
Hyper-v╠ōöMÖC╚ń║╬įLå¢USBįOéõdoc═Ļš¹░µ
 ļŖ─Xų„░Õ╠°ŠĆĄ─ĮėĘ©įöĮŌdocūŅą┬├Ō┘M░µ
ļŖ─Xų„░Õ╠°ŠĆĄ─ĮėĘ©įöĮŌdocūŅą┬├Ō┘M░µ
 ŠĆąįĘĆē║Ų„╗∙ĄAų¬ūRpdf═Ļš¹░µ
ŠĆąįĘĆē║Ų„╗∙ĄAų¬ūRpdf═Ļš¹░µ
 ModelSim║å├„╩╣ė├Į╠│╠pdf░µ
ModelSim║å├„╩╣ė├Į╠│╠pdf░µ
 öĄūųļŖūė╝╝ąg╗∙ĄAĮ╠│╠(ķÉ╩»Ą┌5░µ)pdf░µ
öĄūųļŖūė╝╝ąg╗∙ĄAĮ╠│╠(ķÉ╩»Ą┌5░µ)pdf░µ
 ļŖ┬ĘĄ┌╬Õ░µŪ±ĻPį┤pdfĖ▀ŪÕ├Ō┘M░µ
ļŖ┬ĘĄ┌╬Õ░µŪ±ĻPį┤pdfĖ▀ŪÕ├Ō┘M░µ
 ėŗ╦ŃÖCĮM│╔┼cįOėŗė▓╝■▄ø╝■Įė┐┌Ą┌╬Õ░µpdfĖĮ┤░Ė═Ļš¹░µ
ėŗ╦ŃÖCĮM│╔┼cįOėŗė▓╝■▄ø╝■Įė┐┌Ą┌╬Õ░µpdfĖĮ┤░Ė═Ļš¹░µ
 Į╚┌¤ÆĮąg(įŁ░µ)pdfĖ±╩ĮĪŠųą╬─═Ļš¹░µĪ┐
Į╚┌¤ÆĮąg(įŁ░µ)pdfĖ±╩ĮĪŠųą╬─═Ļš¹░µĪ┐
 ╔Ņ╚ļPHP├µŽ“ī”Ž¾─Ż╩Į┼cīŹ█`(ųą╬─Ą┌╚²░µ)pdfĖ▀ŪÕÆ▀├Ķ░µĪŠ═Ļš¹░µĪ┐
╔Ņ╚ļPHP├µŽ“ī”Ž¾─Ż╩Į┼cīŹ█`(ųą╬─Ą┌╚²░µ)pdfĖ▀ŪÕÆ▀├Ķ░µĪŠ═Ļš¹░µĪ┐
 HADOOPīŹæ(ųą╬─Ą┌Č■░µ)pdfŪÕ╬·═Ļš¹ļŖūė░µ
HADOOPīŹæ(ųą╬─Ą┌Č■░µ)pdfŪÕ╬·═Ļš¹ļŖūė░µ
 ┤¾öĄō■Ģr┤· ╔·╗Ņ╣żū„┼c╦╝ŠSĄ─┤¾ūāĖ’pdfųą╬─═Ļš¹░µ├Ō┘MŽ┬▌d
┤¾öĄō■Ģr┤· ╔·╗Ņ╣żū„┼c╦╝ŠSĄ─┤¾ūāĖ’pdfųą╬─═Ļš¹░µ├Ō┘MŽ┬▌d
 U▒PčbŽĄĮy(ā×▒P░▓čb▓┘ū„ŽĄĮy)łDĮŌĮ╠│╠ PDFpdf═Ļš¹Ė▀ŪÕ░µĪŠĖĮį┤┤·┤aĪ┐├Ō┘MŽ┬▌d
U▒PčbŽĄĮy(ā×▒P░▓čb▓┘ū„ŽĄĮy)łDĮŌĮ╠│╠ PDFpdf═Ļš¹Ė▀ŪÕ░µĪŠĖĮį┤┤·┤aĪ┐├Ō┘MŽ┬▌d
 ÖCąĄįOėŗ╩ųāįĄ┌╬Õ░µļŖūė░µpdfĖ▀ŪÕ├Ō┘M░µ
ÖCąĄįOėŗ╩ųāįĄ┌╬Õ░µļŖūė░µpdfĖ▀ŪÕ├Ō┘M░µ
 ūC╚»Ęų╬÷Ą┌┴∙░µpdfĖ±╩ĮĖ▀ŪÕ├Ō┘M░µĪŠ═Ļš¹░µĪ┐
ūC╚»Ęų╬÷Ą┌┴∙░µpdfĖ±╩ĮĖ▀ŪÕ├Ō┘M░µĪŠ═Ļš¹░µĪ┐
 »é┐±javaųv┴x(Ą┌3░µ)pdf (ųą╬─░µ)ļŖūė░µ
»é┐±javaųv┴x(Ą┌3░µ)pdf (ųą╬─░µ)ļŖūė░µ





 ├„│»─Ūą®╩┬ā║¤oäh£ptxt╚½╝»Ž┬▌d
├„│»─Ūą®╩┬ā║¤oäh£ptxt╚½╝»Ž┬▌d JGJ145-2013╗ņ─²═┴ĮYśŗ║¾Õ^╣╠╝╝ągęÄ│╠pdf═Ļ
JGJ145-2013╗ņ─²═┴ĮYśŗ║¾Õ^╣╠╝╝ągęÄ│╠pdf═Ļ ╣½┬ĘBūo░▓╚½ū„śIęÄ│╠JTG H30Ī¬2015pdfĖ▀ŪÕ
╣½┬ĘBūo░▓╚½ū„śIęÄ│╠JTG H30Ī¬2015pdfĖ▀ŪÕ šn│╠▒Ē┐š░ū▒ĒĖ±ĪŠ├Ō┘MŽ┬▌d░µĪ┐
šn│╠▒Ē┐š░ū▒ĒĖ±ĪŠ├Ō┘MŽ┬▌d░µĪ┐ čb┼õ╩Į╗ņ─²═┴ĮYśŗ╝╝ągęÄ│╠JGJ1-2014pdfļŖūė
čb┼õ╩Į╗ņ─²═┴ĮYśŗ╝╝ągęÄ│╠JGJ1-2014pdfļŖūė ╗ņ─²═┴ÅŖČ╚Öz“×įuČ©ś╦£╩GB/T50107-2010ļŖūė
╗ņ─²═┴ÅŖČ╚Öz“×įuČ©ś╦£╩GB/T50107-2010ļŖūė ś╦£╩ęĢ┴”▒ĒĖ▀ŪÕ┤¾łD(A4┤“ėĪ░µęĢ┴”▒Ē)bmpĖ±╩Į
ś╦£╩ęĢ┴”▒ĒĖ▀ŪÕ┤¾łD(A4┤“ėĪ░µęĢ┴”▒Ē)bmpĖ±╩Į Ųš═©╗ņ─²═┴┼õ║Ž▒╚įOėŗęÄ│╠JGJ/55-2011pdfļŖ
Ųš═©╗ņ─²═┴┼õ║Ž▒╚įOėŗęÄ│╠JGJ/55-2011pdfļŖ ¤ßĮ╗ōQŲ„GB/T151-2014pdfļŖūė═Ļš¹Ė▀ŪÕ░µ├Ō┘M
¤ßĮ╗ōQŲ„GB/T151-2014pdfļŖūė═Ļš¹Ė▀ŪÕ░µ├Ō┘M õōĮŅ║ĖĮė╝░“×╩šęÄ│╠JGJ18-2012pdfÆ▀├ĶĖ▀ŪÕ░µ
õōĮŅ║ĖĮė╝░“×╩šęÄ│╠JGJ18-2012pdfÆ▀├ĶĖ▀ŪÕ░µ